在網上下了個資料希望對大家有幫助,是關于橫切機的。也希望大家把更好的資料貼出了共同研究。
 西門子電子凸輪.doc (115 K) 下载次数:409 1700飛剪.pdf (206 K) 下载次数:454
西門子電子凸輪.doc (115 K) 下载次数:409 1700飛剪.pdf (206 K) 下载次数:454 以下內容是引用于:正頻飛剪
運行速度曲線之說明
在一次完整的「裁切循環」之內,「裁刀速度」曲線下方的面積等於「裁刀圓周長」;「進料
速度」曲線下方的面積等於「裁切長度」。因此「切長圓周比」是旋轉裁切動作時,重要的參
考指標。為了討論方便,一般都先假設「同步區域」不大,可忽略之;於是便根據「切長圓周
比」的大小,決定運行速度曲線的基本型態:
圖10:「切長圓周比」大於2
圖11:「切長圓周比」小於2,大於1
圖12:「切長圓周比」小於1
如果「切長圓周比」恰好等於1則是特例;圖形將介於圖11與圖12之間。此時,裁刀速度進
料速度在整個裁切循環之內完全相同;因此刀輪旋轉一圈所得到的裁切長度當然等於裁刀周
長。

圖10: (切長圓周比>2) 之運轉曲線
如果「切長圓周比」大於2,運行速度曲線如圖10所示;整個「裁切循環」從第一個「裁切點」開始到第二個「裁切點」結束,重點分段說明如下:
1. PDS-RC控制系統隨時監控「進料長度」與「進料速度」並控制伺服馬達帶動「裁切刀輪」,掌握正確的「裁刀速度」曲線。
2. 從第一個「裁切點」開始 (「裁刀方位角」等於180度),當時仍然在「同步區域」內,因此裁刀速度必須與進料速度維持同步運轉。
3. 當「裁切刀輪」離開同步區域後,裁刀速度曲線經過控制系統精確的計算、控制,在降低到零速的同時,「裁刀方位角」也必須剛好等於0度。
4. 當「進料長度」累計到適當長度時,「裁切刀輪」開始朝「進料速度」目標加速;而且裁刀速度曲線經過控制系統精確的計算、控制,務求在「裁刀速度」上升到與「進料速度」同步的同時,「裁切刀輪」也恰好進入「同步區域」。
6. 進入同步區域之後,裁刀速度必須隨時與進料速度維持同步運轉,直到第二個「裁切點」出現,乃完成一次「裁切循環」。
「切長圓周比」可以趨近無限大。當「切長圓周比」越大時,圖10唯一的變化僅有「零速區域(Zero Speed Zone)」延長而已。
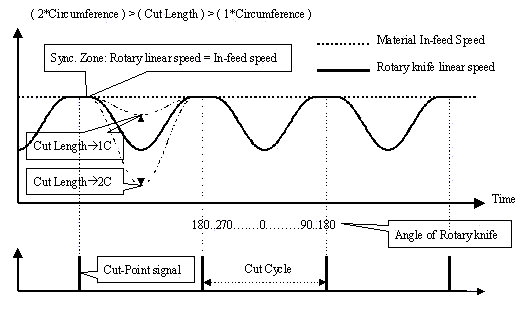
圖11: (2>切長圓周比>1) 之運轉曲線
如果「切長圓周比」小於2且大於1,則運行速度曲線如圖11所示。基本運行速度曲線類似圖10。差異如下:
1. 在整個「裁切循環」中,當「裁切刀輪」離開同步區域後,「裁刀速度」雖然也會下降,但不會降速至零速停止,不存在「零速區域」。
2. 經過PDS-RC控制系統精確的計算、控制,在「裁刀速度」降低到一定值之後,立刻開始再加速;務求在「裁刀速度」上升到與「進料速度」同步的同時,「裁切刀輪」也恰好進入「同步區域」;並維持同步直到第二個「裁切點」出現,乃完成一次「裁切循環」。
3. 切長圓周比」越趨近1,則速度下降越少;當「切長圓周比」等於1時,「裁刀速度」在整個「裁切循環」中都維持與「進料速度」完全同步。
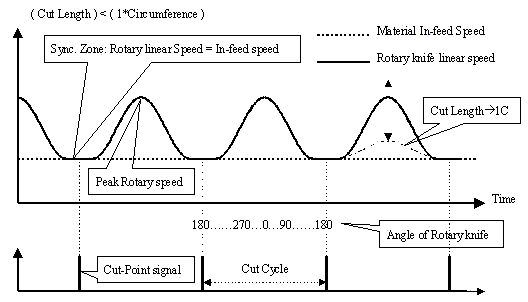
圖12: (切長圓周比<1) 之運轉曲線
如果「切長圓周比」小於1,則運行速度曲線如圖12所示;基本運行速度曲線類似圖11。差異如下:
1. 在整個「裁切循環」中,當「裁切刀輪」離開同步區域後,「裁刀速度」不降速,反而開始加速。
2. 經過PDS-RC控制系統精確的計算、控制,在「裁刀速度」上升到一定值之後,立刻開始減速;務求在「裁刀速度」下降到與「進料速度」同步的同時,「裁切刀輪」也恰好進入「同步區域」;並維持同步直到第二個「裁切點」出現,乃完成一次「裁切循環」。
3. 「切長圓周比」越趨近0,則「裁刀速度」上升越高;「超速比」也越大。但是「超速比」如果太大,將造成馬達劇烈的加減速。
[ 此帖被薛立軍在2011-04-29 16:50重新編輯 ]
 滬公網安備31010802001143號
滬公網安備31010802001143號

