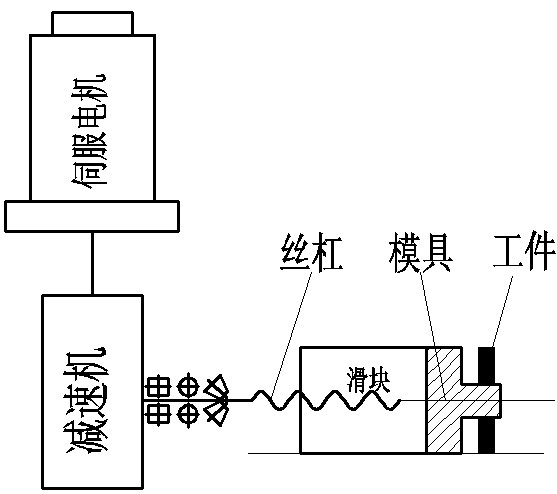
�ŷ�늙C(j��)�(q��)�ӻ��K�ӹ��������ӹ��^���й�������������ŷ�֪����ͣ���� �ӹ�һ��(g��)���������D��ʾ���O(sh��)������ŷ��M(j��n)�o����?y��n)�Ҫ�A(y��)���O(sh��)���M(j��n)�o�����ŷ�����λ�ÿ���ģʽ���ŷ�ϵ�y(t��ng)ȫ����������ģ������д���f���ŷ��(q��)��������MR-J3-700A���ŷ�늙C(j��)����HF-SP702B������7Kw������һ�����@�_�O(sh��)�䣬�x�����c(di��n)��
�����ӹ��r(sh��)�Dz������F(xi��n)���������Ⱦo����r�ģ������Еr(sh��)��ӹ���ˇ����(sh��)��������(d��o)�¹����ڼӹ��^���п����������ŷ�߀Ҫ�����A(y��)���O(sh��)���ą���(sh��)���꣬�@�r(sh��)�����Ĺ�����K�ŷ��M(j��n)�o��ʹ�ŷ��D(zhu��n)���������������@��(g��)�O(sh��)��ĕr(sh��)���ŷ��~��Ť���x���^�]�е��_(d��)�ŷ��O��Ť�أ��ŷ��^�m(x��)�M(j��n)�o�����ܕ���������ģ�ߡ��O(sh��)��͂���ϵ�y(t��ng)��ɓp�ġ�
Ո������܉�����@��(g��)��r���ϴ���ԃһ��(g��)���̎������f���Â������O(ji��n)�ع����ӹ���r���γ��]�h(hu��n)�����Ǜ]���ҵ����m�Ă������������O(sh��)���ϛ]���A(y��)�����b��������λ�á�Ո���ܷ����������k�����ҵ��뷨�ǣ�
1���ܷ��O(sh��)���ŷ����D(zhu��n)�ر��o(h��)�����ŷ��(q��)�������O(sh��)���P(gu��n)���D(zhu��n)�صą���(sh��)��ʹ��һ�������������ŷ�ݔ���D(zhu��n)�س��^�(q��)�������O(sh��)�����D(zhu��n)�أ��ŷ��Ԅ�ֹͣ����֪���ŷ������Л]���@�ӵĹ��ܡ�
2������ģ�M���O(ji��n)ҕݔ��MOD1����������������Щ���̎��fģ�M���O(ji��n)ҕݔ��ֵ����̫��(zh��n)�_�����Ҳ�֪��Ӳ���Ϗ��ŷ��(q��)������PLC����B����
����ܲ��õ�һ�N�������@��ֻ��Ҫ�O(sh��)���ŷ�����(sh��)��������Ҫ��׃Ӳ����
���ڻ��K��λ�ƺ��ٶ��Ǽӹ��^���Ѓɂ�(g��)��Ҫ�Ĺ�ˇ����(sh��)���F(xi��n)��Ҫ���_���ƻ��K��λ�������ٶȡ��Ҳ��õ���λ��+�ٶȿ���ģʽ��
�����������̎���ԃ��һ�£������N�^�c(di��n)��
һ�N�J(r��n)�飺Ҫͨ�^�ŷ�늙C(j��)��Ť�ؿ���ģʽ�������ŷ�����ģʽPA01����ֻ��λ�á��ٶȡ��D(zhu��n)�ء�λ��+�ٶȣ��ٶ�+�D(zhu��n)�أ��D(zhu��n)��+λ�ù����N���]���@�N�ٶ�+λ��+�D(zhu��n)�ؿ���ģʽ��
��һ�N�J(r��n)�飺�����O(sh��)��PA11�����D(zhu��n)�D(zhu��n)�����ƣ�PA12�����D(zhu��n)�D(zhu��n)�����ơ���λ��+�ٶȿ���ģʽ�£����ܶ�λ��ɛ]�У�ֻҪ���^�O(sh��)����Ť�أ��ŷ��͕���(b��o)��ͣ����������@�ӵ�Ԓ�ͺ��ˡ�
�����N������ͷ����J(r��n)�飺����������Ҫ���^�ŷ����~���D(zhu��n)�ص�300%���ܰl(f��)��50̖��(b��o)������ʹ�ŷ�ֹͣ�������ǵ�һ�_�O(sh��)�䣬���x���ŷ���̖���ˣ�Ҳ�����f���F(xi��n)�˹��ϣ��ŷ�߀�]���^�~���D(zhu��n)�أ��ŷ�Ҳ����ͣ����
�������N�^�c(di��n)Ҳ��֪���댦���e(cu��)����һ��Ū�@ô���ʵ��ŷ��������S�㌍(sh��)�(y��n)�{(di��o)ԇ����Ҳ�����׃�F(xi��n)��Ӳ����������ܸ�׃�ŷ�����(sh��)�O(sh��)�Á팍(sh��)�F(xi��n)���ܣ���߀��������ԃһ���ゃ�н�(j��ng)�(y��n)�Ĺ��̎������Q����
߀Ո������λ���ѽo��ָ�c(di��n)���ڴ˱�ʾ���x����
[ ������wxk8000��2013-07-10 16:54���¾� ]
 �����W(w��ng)����31010802001143̖
�����W(w��ng)����31010802001143̖

