圖片:

圖片:
圖片:

圖片:
圖片:

圖片:

圖片:
圖片:
圖片:
圖片:
壓機有兩種控制方式,位移控制和力控制。
壓機位移控制:達到多少位移就返回。(設定的位移等于實際的位移)
壓機力控制:在指定位移(一般比實際位移量要大,還沒走到那個位移,力就已經達到返回)
一. 編寫標定程序。
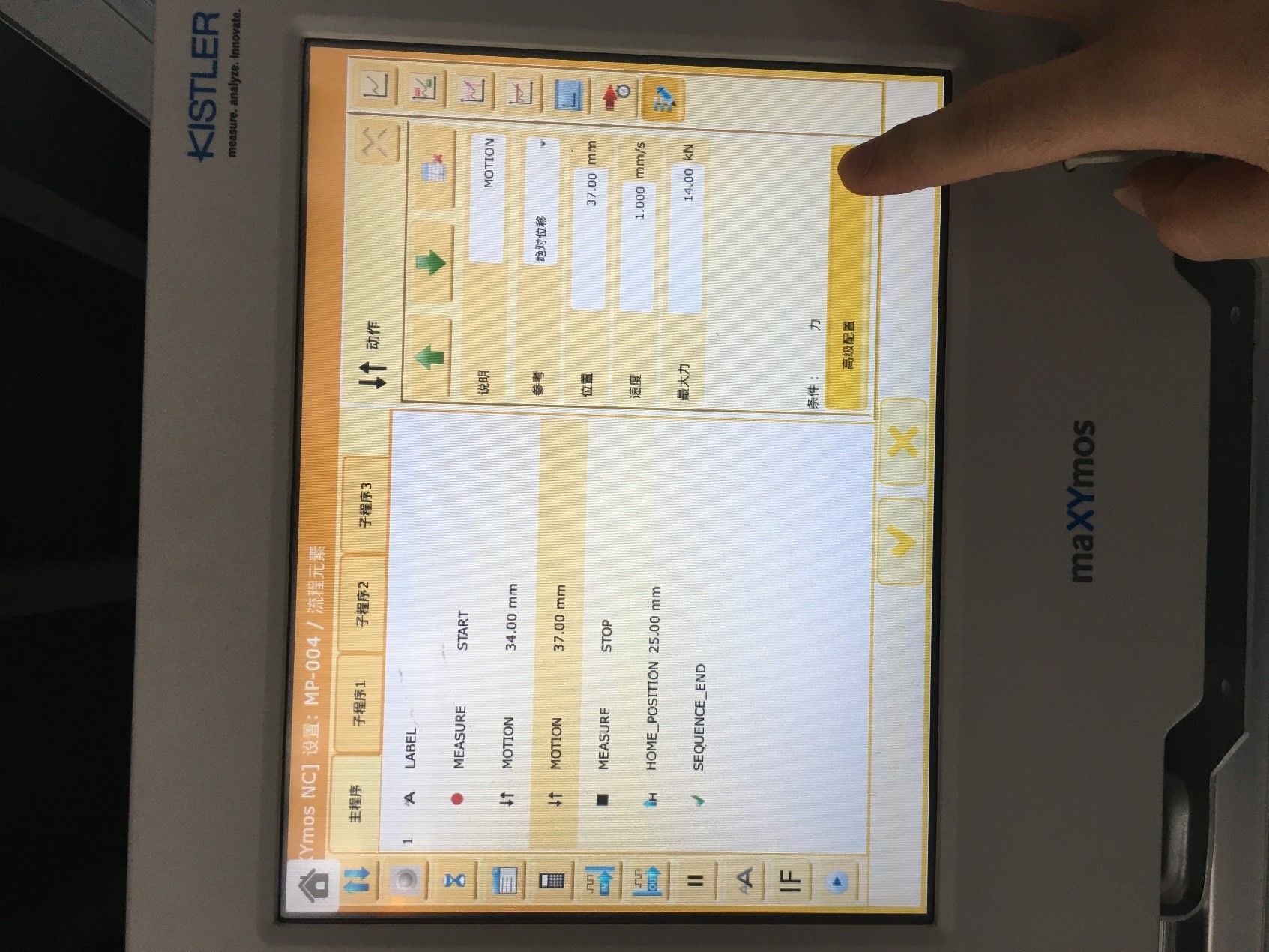
壓機程序(監控儀sequence)如圖:
34mm為壓機沒接觸到力傳感器之前的位置!!!!用位移控制方式,最大力(保護力)設為2(一般)。
37mm為壓機開始壓后達不到的位置(因為上方有限位塊),走力的控制方式
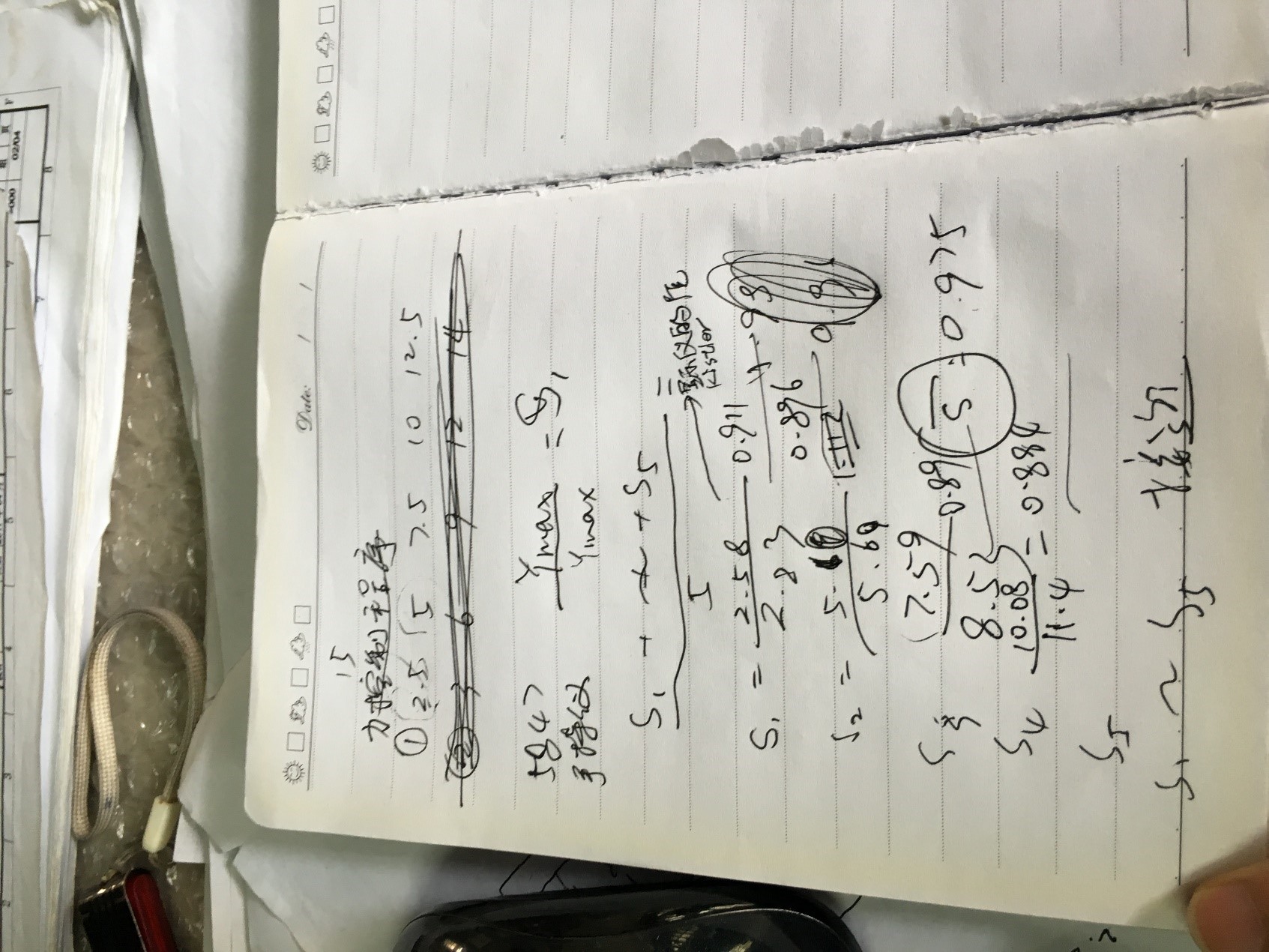
二. 標定一般取5組數據。即將量程分為5等份。目前用的壓機量程為15KN.所以標定走的力的控制設為2.5;5;7.5;10;12,5(在37mm那個MOTION里面設),具體如圖:
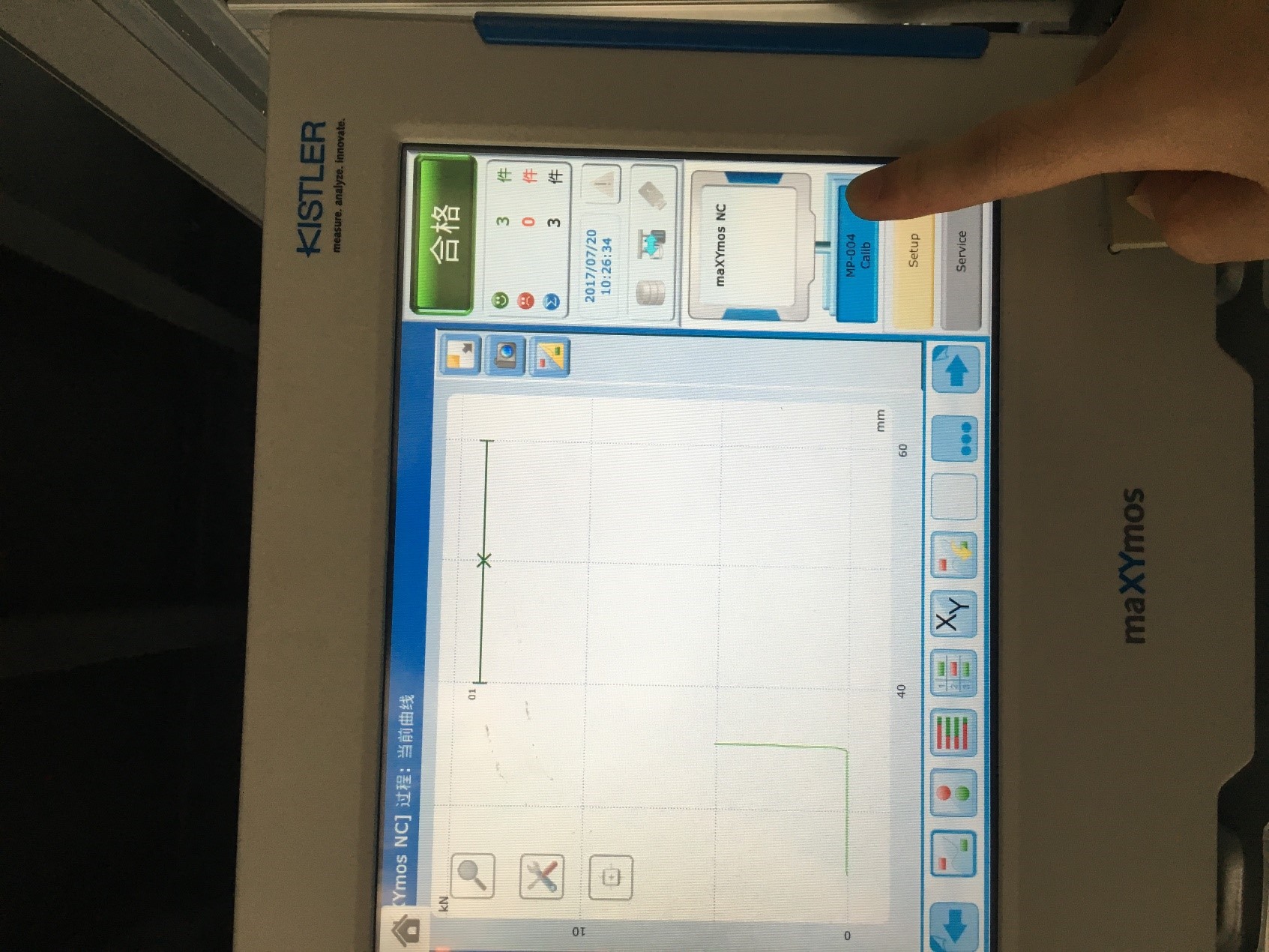
三.選擇標定程序。然后在服務的自動流程里面運行。
如圖:
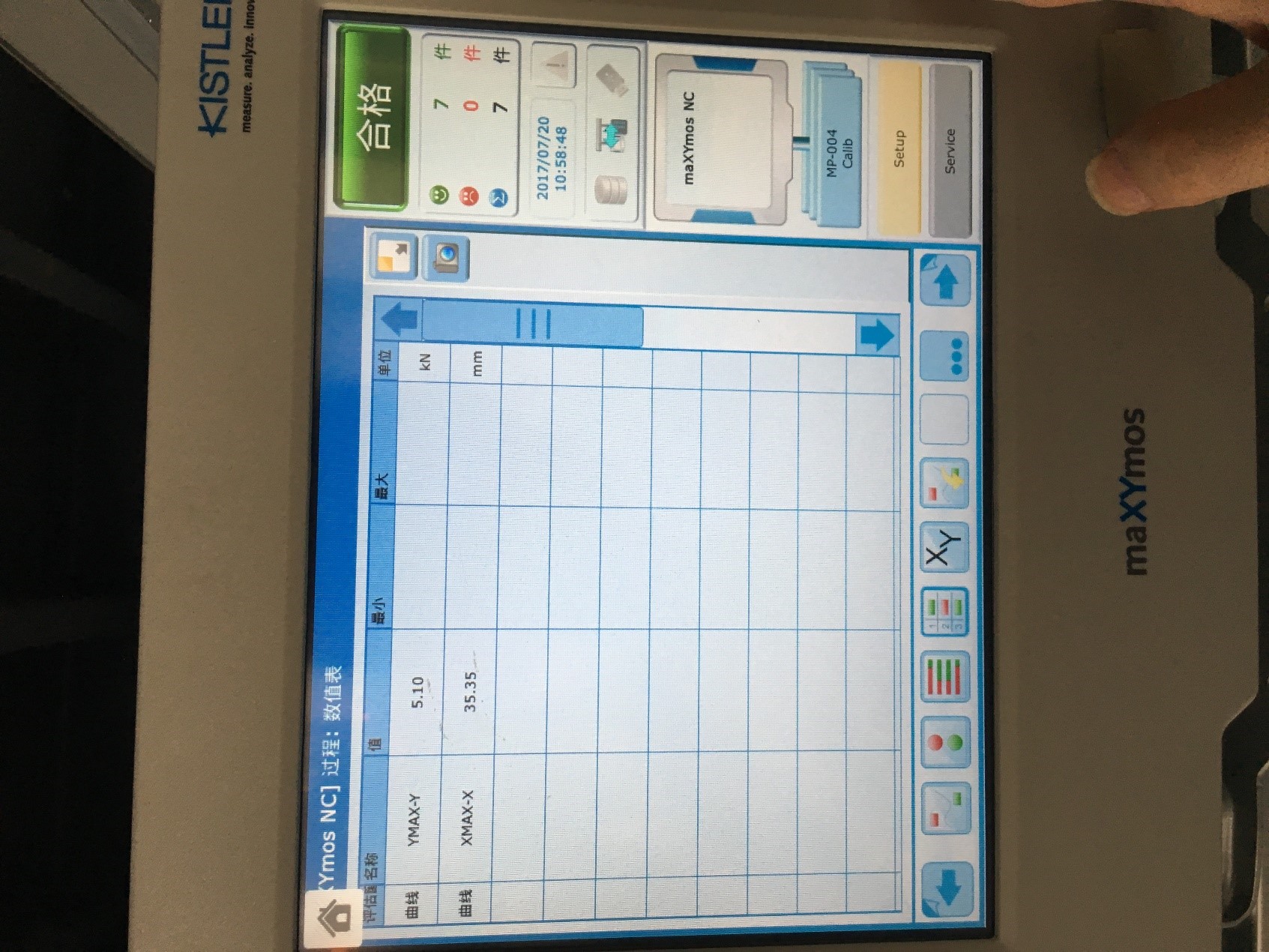
四.統計完標定數據(屏上過程數據表顯示的力和標定儀上的力,總共5組,求出平均系數)。
如圖:
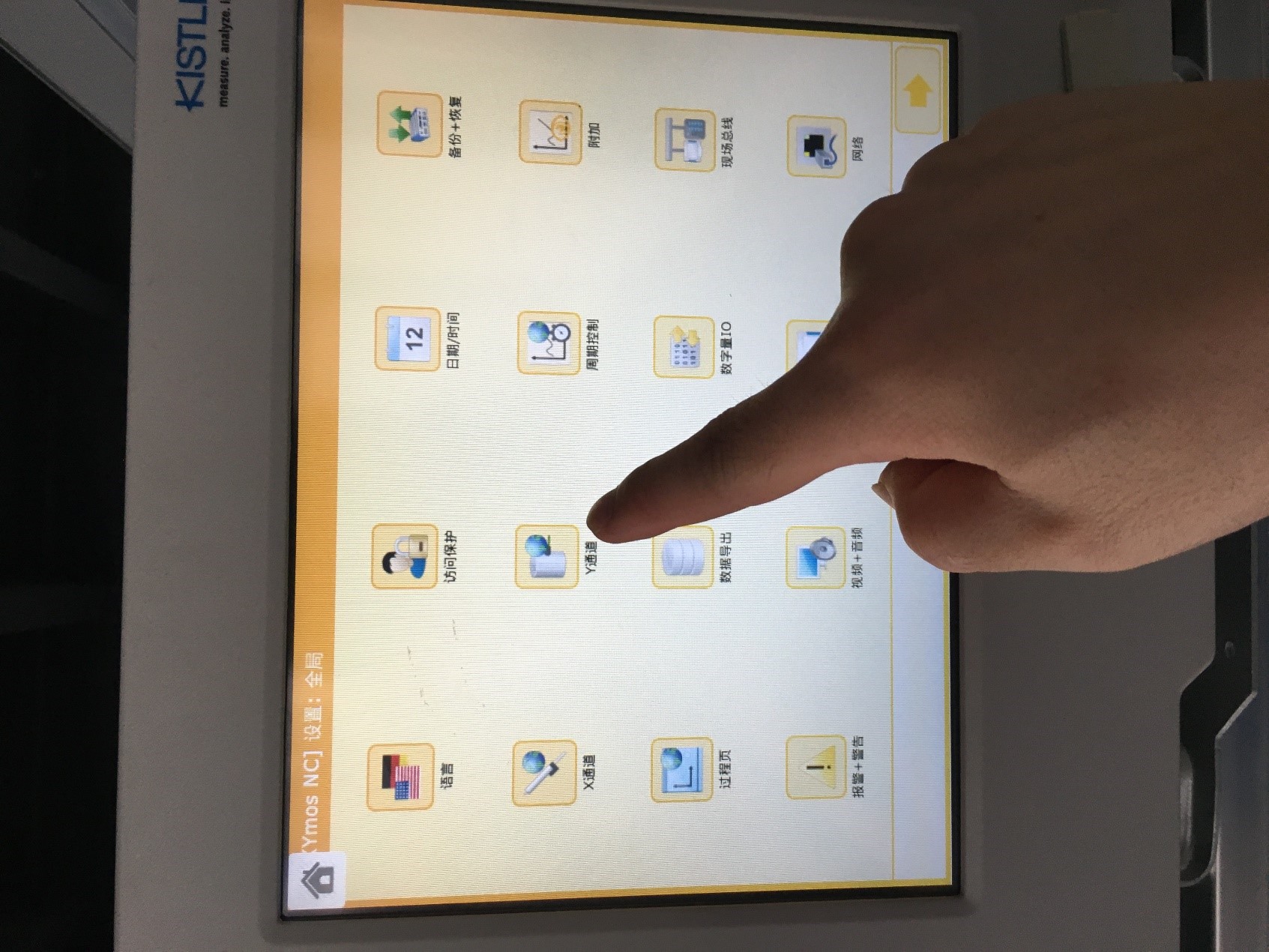
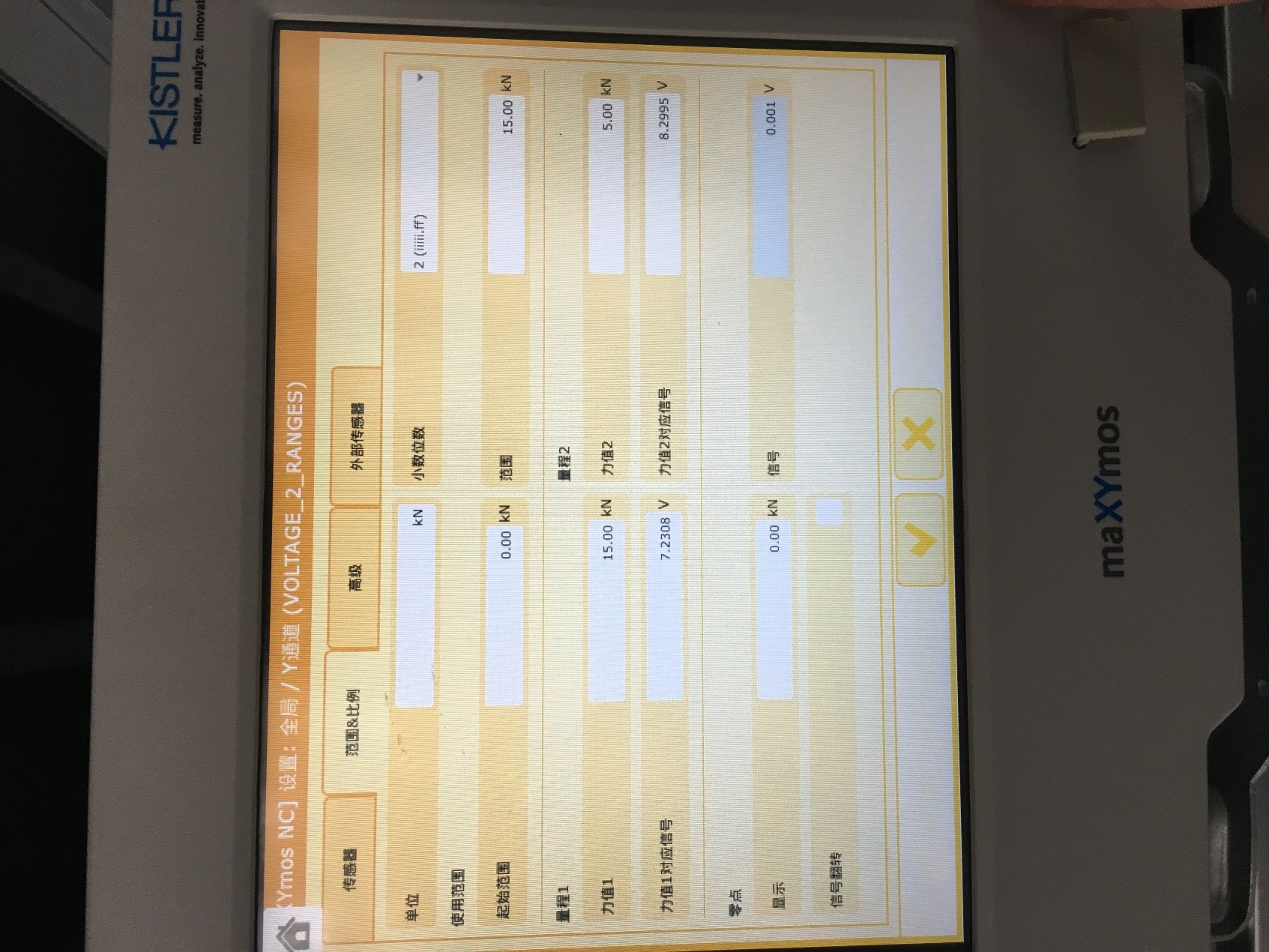
五.將平均系數乘以下面的值(力值1對應的信號7.2308),就是實際需要填入的值。填入設置里面Y通道
具體如圖:
 滬公網安備31010802001143號
滬公網安備31010802001143號

